
ダイデン スポット溶接機 SL-AJ-400形 日本語解説

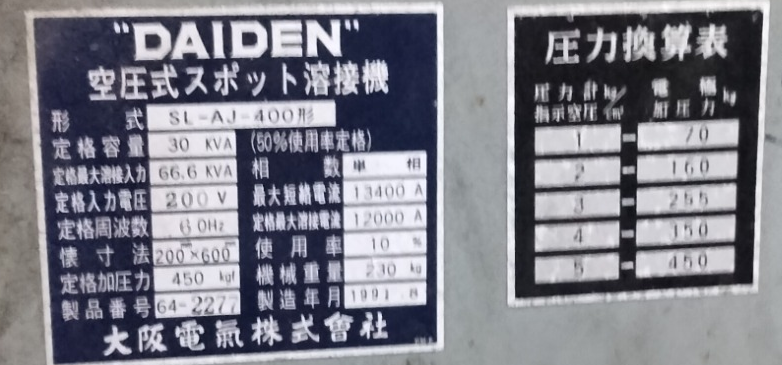
DAIDEN(大阪電気)の空圧式スポット溶接機 です
スポット溶接機とは何か?
スポット溶接機は、
金属と金属を電気でくっつける機械
ネジも、のりも、ハンダも使いません。
やっていることはとてもシンプルです。
- 2枚の金属を重ねる
- 上下からギュッと強くはさむ
- 電気を一瞬だけ流す
- その点だけが熱で溶ける
- 押したまま冷えて、1つの金属になる
この方法を スポット溶接(Spot Welding) と呼びます。
なぜ電気でくっつくのか?
金属に強い電気を流すと、
接触している部分が一番電気を通しにくくなり、
そこが一気に熱くなります。
その部分だけがドロッと溶け、
押しつけたまま冷えることで
2枚の金属が1つに溶けて固まるのです。
SL-AJ-400形はどんな機械?
この機種は
空圧式スポット溶接機 です。
空気の力(エアシリンダー)で
電極を強く押しつけ、
その状態で 最大1万アンペア以上の電流 を流します。
家庭用コンセントの何百倍もの電気を
一瞬だけ流すことで、
確実で強い溶接を行います。

この箱(コントローラ)は何をしている?
機械の横についている制御箱は、
スポット溶接の「頭脳」です。

ここで次のようなことを決めています。
① 波頭時間(はとうじかん)
溶接電流の「立ち上がりスピード」
いきなりドン!と流すか
ジワッと流すかを決めます。
→ 薄い金属は ゆっくり
→ 厚い金属は 速く
② 電流調整
写真の「55」
溶接パワー
大きいほど
熱く・深く溶けます
③ 初期加圧時間(サイクル)
電極で押してから
電気を流すまでの待ち時間
これが短いと:
→ 接触不良 → 火花 → 不良
④ 通電時間(サイクル)
実際に電気を流している時間
=溶接時間
一番大事
短い → くっつかない
長い → 焼け・穴あき
⑤ 保持加圧時間(サイクル)
溶接後も押し続ける時間
これがないと
溶けた金属が引き剥がされて
クラックが入る
🧨 重要:なぜ不良が出るか
この機械でよく起きる問題は:
| 現象 | 原因 |
|---|---|
| 火花が飛ぶ | 初期加圧が短い |
| 焼ける | 電流 or 通電時間が長すぎ |
| すぐ外れる | 電流 or 通電時間が足りない |
| 割れる | 保持加圧が短い |
だから
この箱をいじる人=工程の品質を握っている人
投稿者プロフィール
最新の投稿
 お知らせ2026年1月15日“EAGLE – SOLDERING PASTE”
お知らせ2026年1月15日“EAGLE – SOLDERING PASTE”- お知らせ2026年1月15日ダイデン スポット溶接機 SL-AJ-400形 日本語解説
- お知らせ2026年1月4日どうぐのなまえ
- お知らせ2026年1月4日こうじょうのききのなまえ
Follow me!
